

Products


Perforated steel strip PE pipe For gas
Application
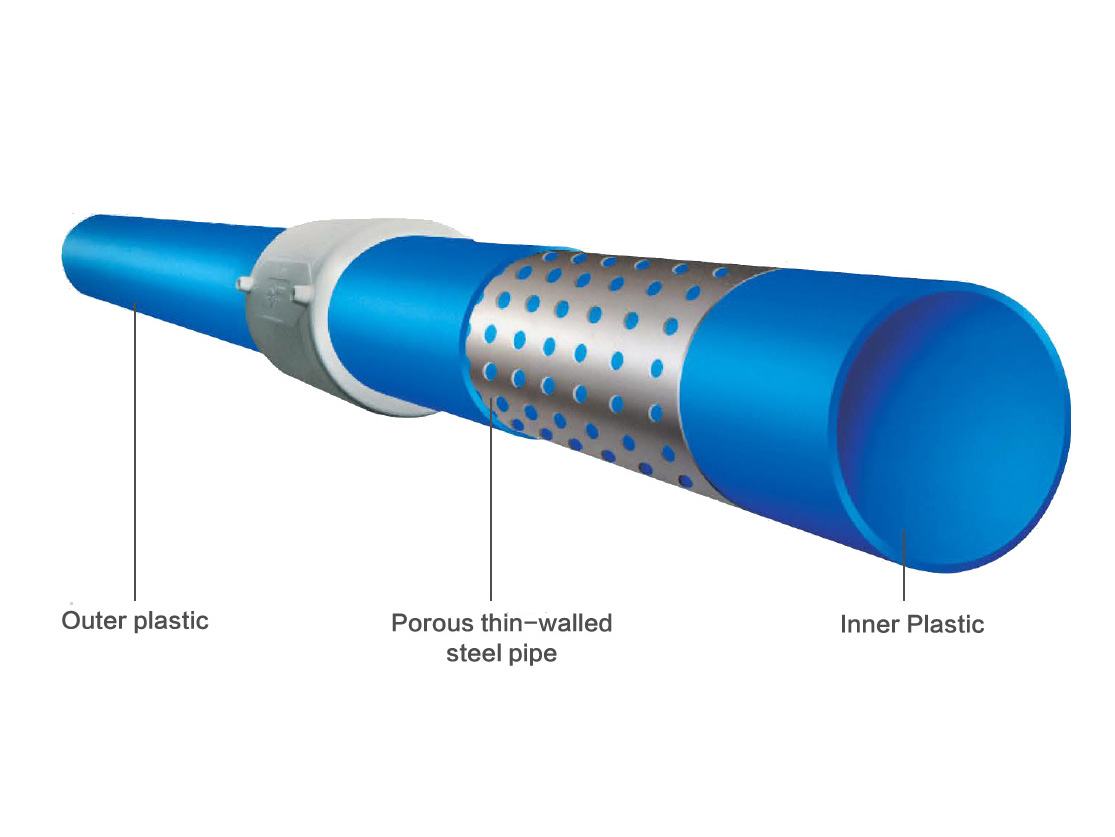
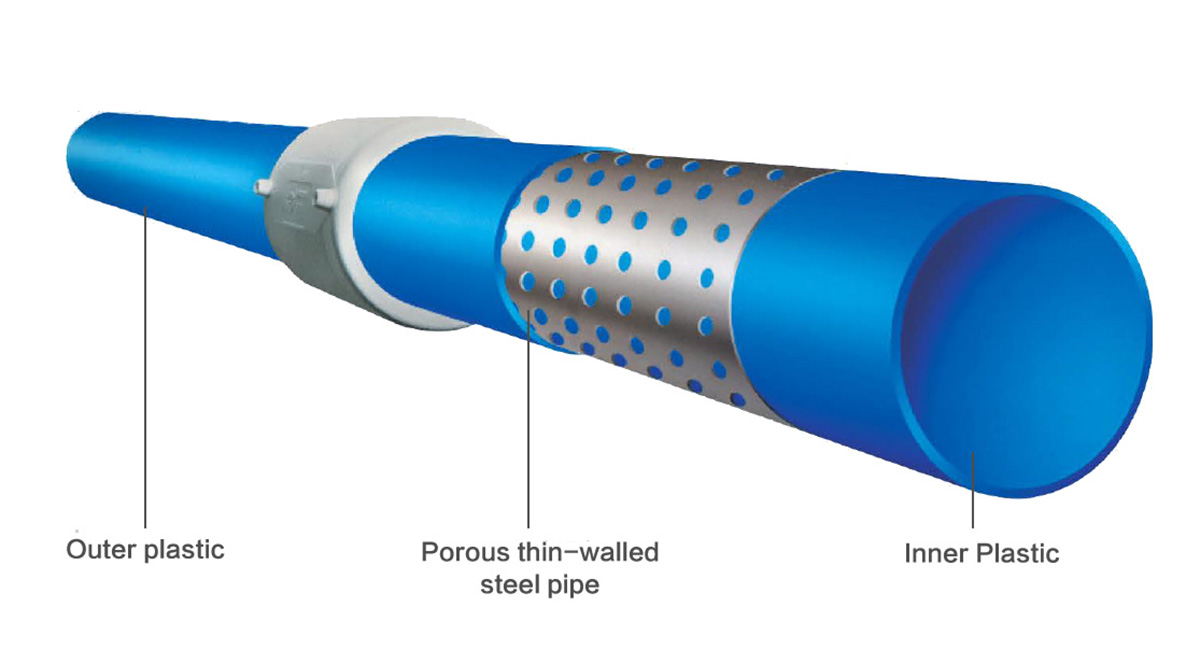
Perforated steel strip polyethylene composite pipe is made of cold-rolled strip steel and thermoplastics as raw materials, and porous thin-walled steel pipes formed by argon arc butt welding or plasma spiral welding are used as reinforcements. The outer and inner layers are double-sided composite thermoplastics. A new type of composite pressure pipe, Because the porous thin-walled steel pipe reinforcement is wrapped in continuous thermoplastic, this composite pipe not only overcomes the respective shortcomings of steel pipes and plastic pipes, but also has the rigidity of steel pipes and the corrosion resistance of plastic pipes. It is a solution for petroleum and chemical industries. It is an urgently needed pipeline of large and medium-diameter rigid pipes in the fields of pharmaceutical, food, mining, gas and other fields. It is also a revolutionary technological achievement to solve the main pipeline of construction and municipal water supply. It is a new type of composite pipeline in the 21st century.


Features
Hygienic performance
The hygienic index and safety of the perforated steel strip plastic composite pipe meet the requirements of GB9687 "Hygienic Standard for Polyethylene Molded Products for Food Packaging" and GВ/Т17219 "Safety Evaluation Standard for Drinking Water Distribution Equipment and on Equipment and Protective Materials”. It is the best substitute for galvanized pipe and cast-iron pipe.
Smooth inner wall and circulation performance
The inner wall of the mesh steel belt plastic composite pipe is very smooth, and the absolute roughness is only 1/20 of that of the steel pipe. The conveying capacity under the same conditions is about 30% higher than that of the steel pipe.
Technical Parameters
|
Specification size, deviation and nominal pressure: meet the requirements of the Ministry of construction standard CJ/T181-2003 |
|||||
|
Nominal outer diameter and deviation |
Nominal wall thickness and deviation |
Out of roundness |
Nominal pressure |
Minimum S value |
Length and deviation |
|
Dn(mm) |
En(mm) |
Mm |
Mpa |
Mm |
mm |
|
50+0.5 0 |
4.0+0.5 9 |
1.0 |
1.0 |
1.5 |
6000+20 0 9000+20 0 12000+20 0 |
|
60+0.6 0 |
4.5+0.6 0 |
1.26 |
1.0 |
1.5 |
|
|
75+0.7 0 |
5.0+0.7 0 |
1.5 |
1.0 |
1.5 |
|
|
90+0.9 0 |
5.5+0.8 0 |
1.8 |
1.0 |
1.5 |
|
|
110+1.0 0 |
6.0+0.9 0 |
2.2 |
1.0 |
1.5 |
|
|
140+1.1 0 |
8.0+1.0 0 |
2.8 |
1.0 |
2.5 |
|
|
160+1.2 0 |
10.0+1.1 0 |
3.2 |
1.0 |
2.5 |
|
|
200+1.3 0 |
11.0+1.2 0 |
4.0 |
1.0 |
2.5 |
|
|
250+1.4 0 |
12.0+1.3 0 |
5.0 |
0.8 |
3.5 |
|
|
315+1.6 0 |
13.0+1.4 0 |
6.3 |
0.8 |
3.5 |
|
|
400+1.6 0 |
15.0+1.5 0 |
8.0 |
0.8 |
3.5 |
|
|
500+1.7 0 |
16.0+1.6 0 |
10.0 |
0.6 |
4.0 |
|
|
630+1.8 0 |
17.0+1.7 0 |
12.3 |
0.6 |
4.0 |
|
|
Note: The nominal pressure of the composite pipe is the maximum pressure allowed for the pipe to transport water at 20°С. If the temperature changes, the working pressure should be corrected according to the temperature pressure coefficient of different materials. S value: the distance from the outer diameter of the reinforcement to the outer surface of the pipe. |
|||||
| Physical and mechanical performance requirements | ||
| Project | Performance | |
| Ring stiffness, KN/m2 | >8 | |
| Longitudinal shrinkage (110°С, maintain 1h) | <0.3% | |
| Hydraulic test | Temperature: 20°С; Time: 1h; Nominal pressure x2 | Not broken |
| Temperature: 80°С; Time: 165h; Pressure: Nominal pressure x2x0.71 (reduction factor) | ||
| Burst pressure test | Temperature: 20°С, burst pressure≥nominal pressure x3.0 | Blasting |
| Oxidation induction time (200°С), min | >20 | |
| Resistant to rapid stress expansion (80°С, 4.0Mpa)/h | >1000 | |
| Weather resistance (after the pipe has received≥3.5GJ/m2 aging energy) | Meet the requirements of items 2,3 and 4 in this table, and can maintain good welding performance | |





